Детская болезнь Сан-Онофре
Замена парогенераторов на АЭС «Сан-Онофре» — история длительностью на годы и стоимостью в миллиарды долларов. Она вскрыла фундаментальные проблемы, накопившиеся в атомной отрасли США.
Сплав 600
В состав АЭС «Сан-Онофре» входят два действующих блока — второй и третий. На них работают легководные реакторы под давлением PWR мощностью до 1100 МВт(эл.). Первый блок станции с реактором PWR на 456 МВт(эл.) был окончательно остановлен в 1992 году и сегодня служит хранилищем ОЯТ.
Второй блок был сдан в эксплуатацию в сентябре 1982 года. Третий вошёл в строй ровно спустя год — в сентябре 1983 года.
Станция на тихоокеанском побережье Калифорнии одной из первых столкнулась с проблемой сплава 600. В отчёте NUREG-1823 авторства американских регуляторов говорится, что на третьем блоке АЭС «Сан-Онофре» был впервые выявлен случай серьёзного коррозионного повреждения элемента из сплава 600 — а именно, патрубка для аппаратуры КИП на компенсаторе объёма.
Как и многие другие американские станции, АЭС «Сан-Онофре» оказалась вынужденной пойти на досрочную замену парогенераторов — также вследствие коррозии. Проектный срок службы ПГ 40 лет выдержать не удалось.
О проблеме сплава 600 электронное издание AtomInfo.Ru писало неоднократно. Сплав 600 — это сплав с высоким содержанием никеля (76%), и он охотно применялся западными конструкторами в проектах 60-80-ых годов.
В 1959 году в докладе на одном из научных семинаров по вопросам коррозии прозвучали предупреждения о повышенной подверженности коррозии высоконикелевых сплавов. Их проигнорировали. В результате, в 90-ые годы на западных АЭС началась длительная и дорогостоящая компания по замене оборудования, пострадавшего от коррозионного растрескивания со стороны первого контура (PWSCC).
У парогенераторов блоков №№2-3 АЭС «Сан-Онофре» из сплава 600 были изготовлены теплообменные трубки. В распоряжении автора статьи нет точных данных о том, с какой скоростью происходила деградация ТОТ на этих блоках. Но известно (из докладов EPRI), что темп глушения ТОТ из сплава 600 парогенераторов западных проектов составляет в среднем 0,3% в год.
Японское производство
В XXI веке Соединённые Штаты утратили собственные возможности по производству парогенераторов для АЭС. Нельзя сказать, что американцы это замалчивают. Но для широкой публики данный факт подаётся в красивой обёртке «World Wide Components Fabrication». Так, для первых в стране блоков с AP-1000 на АЭС «Вогл» парогенераторы будут изготавливать в Южной Корее, а заготовки для них — в Японии.
Американские профсоюзы давно пытаются переломить неприятную тенденцию и вернуть в страну атомное машиностроение. В 2010 году профсоюз работников сталелитейной отрасли (USW) обратился к регуляторам с открытым письмом, призвав их запретить использование импортного оборудования на новых американских блоках.
«Я обеспокоен в связи с потенциальным использованием импортного оборудования для этих реакторов, так как это не только ограничит возможности нашей нации по борьбе с недопустимо высокой безработицей, но потенциально поставит под угрозу здоровье и безопасность людей… …Мы неоднократно сталкивались с примерами небезопасной и не отвечающей стандартам продукции, поступающей к потребителям из Китая — собачьи консервы, гепарин, шины и другие изделия… Эти риски реальны», — считал президент USW Лео Джерард.
Но борьба профсоюзов ни к чему не привела, и дело возрождения американского атоммаша не продвинулось ни на йоту. Неудивительно, что и владельцам АЭС «Сан-Онофре» за новыми парогенераторами пришлось обращаться за границу, а именно, в японскую корпорацию «Mitshubishi Heavy Industries» (MHI).
От японских заводчан требовалось изготовить и поставить новые парогенераторы, способные надёжно проработать, как минимум, 20 и более лет. Сроки действия лицензии блоков №№2-3 АЭС «Сан-Онофре» завершаются в 2012-2013 годах (по достижению 40 лет службы). Но владельцы станции планировали продление на 20 лет, а потом, может быть, и ещё на 20.
Парогенератор для Сан-Онофре на заводе MHI

MHI активно взялась за выполнение заказа. Но уже на первых порах появились настораживающие признаки. В ходе инспекции двух ПГ для третьего блока весной 2010 года были выявлены микротрещины на сварных швах. В эксплуатационных условиях микротрещины неизбежно превратятся в очаги коррозионных повреждений. Итоги осмотра стали предметом бурного обсуждения с участием заказчиков и регуляторов.
Американцы обвинили в случившемся японских исполнителей. Но в причинах возникновения микротрещин NRC и эксплуатирующая организация долго не могли сойтись.
Регуляторы видели корень зла в методике подготовки материалов к сварке, принятой на японских заводах.
В свою очередь, ЭО полагала ответственными изменения в технологическую процедуру, внесённые заводчанами при изготовлении ПГ для третьего блока. Завод был перегружен заказами и отказался от ручной шлифовки области сварки, пояснив это тем, что физически не мог выделить для данной операции инструментарий.
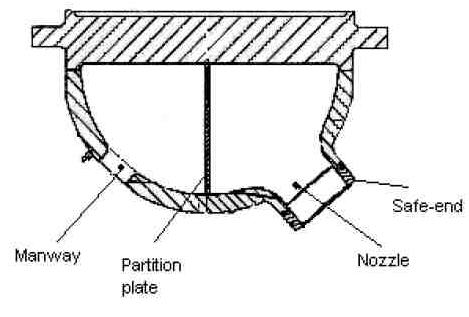
В конце концов, брак был устранён. Но неприятный осадок от инцидента остался. Эксперт, хорошо знакомый с западными технологиями, рассказал AtomInfo.Ru: «Место, где образовался дефект, всегда вызывало у ПГ для PWR проблемы. Речь идёт о швах приварки пластины (в англоязычной терминологии — divider plate или partition plate), разделяющей входную и выходную камеры парогенератора».
Схематичное изображение нижней части вертикального ПГ PWR.
Пластина помечена как partition plate.
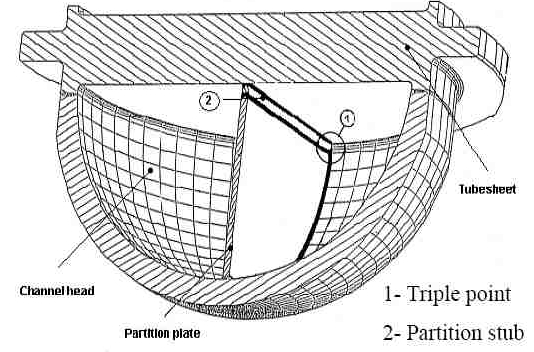
Проблемы с качеством приварки partition plate неоднократно наблюдались на парогенераторах западных проектов — но, в основном, в прошлом. Считалось, что в наше время с этой бедой удалось справиться.
Рецидив детской болезни атомного машиностроения, случившийся при изготовлении парогенераторов для АЭС «Сан-Онофре», был обязан насторожить все вовлечённые стороны. Но, по всей видимости, этого не произошло.
Замена ПГ
В 2009 году на АЭС «Сан-Онофре» начались работы по замене парогенераторов. Этому предшествовала непростая операция по их доставке из Японии.
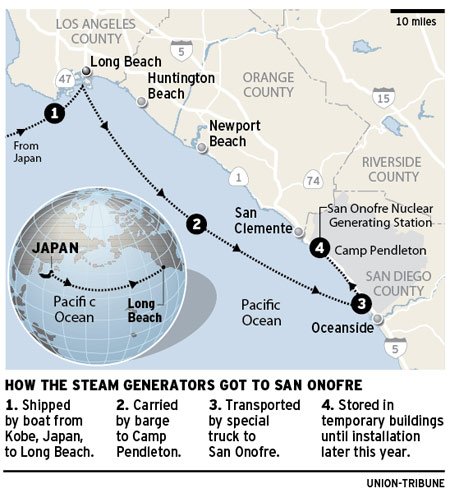
Из японского завода в Кобе на судне «Happy Ranger» парогенераторы прибывали в порт Лонг-Бич, откуда баржей переправлялись на базу морской пехоты США «Кэмп Пендлтон», отстоящую от станции на 15 миль.
Последний отрезок пути от лагеря морпехов до АЭС тяжёлый груз преодолевал с пересадками и со скоростью пешехода. Действительно, как можно перевезти парогенератор весом 640 тонн и высотой около 20 метров? Правильный ответ — очень медленно. Транспортёр полз по дорогам со скоростью не более 5 миль/час.
Маршрут доставки ПГ на АЭС «Сан-Онофре»
Транспортёр с парогенератором в пути

Парогенератор для третьего блока доставлен на АЭС «Сан-Онофре»

Сложности транспортировки не идут ни в какое сравнение с теми трудностями, с которыми персонал сталкивается собственно во время замены оборудования. Это тяжёлая работа и дополнительная дозовая нагрузка на людей.
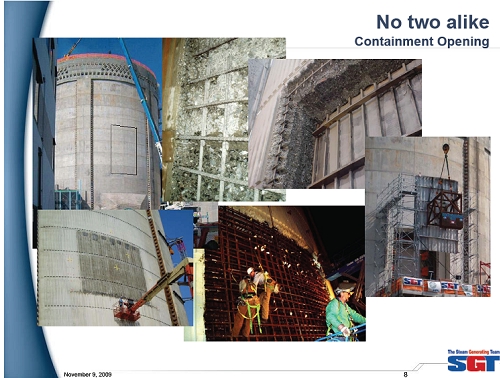
Обязательным элементом каждой операции по замене является вскрытие контейнмента. Всякий раз требуется новый подход — в США нет ни одного случая, когда контейнмент удалось бы вскрыть по шаблону, тем же путём, как и на другом блоке.
Конкретно на АЭС «Сан-Онофре» бетонный контейнмент вскрывали струями воды под давлением 25 тысяч футов на квадратный дюйм. Стальной контейнмент вскрывали газовыми резаками.
Вскрытие контейнмента — ни одного похожего случая
Вся операция по замене парогенераторов на АЭС «Сан-Онофре» завершилась в осенний ППР 2010 года на третьем блоке. ЭО потратила на замену в общей сложности более 670 миллионов долларов. Это всё равно казалось выгоднее закрытия станции, так как переход на неядерные источники генерации потребовал бы 1 миллиарда долларов в течение только ближайших 12 лет.
Но выгоду ЭО и потребители смогли бы получить в одном случае — если новые парогенераторы работали бы нормально.
Дефекты ТОТ
В январе 2012 года на новых ПГ АЭС «Сан-Онофре» были выявлены повреждения ТОТ. Регуляторы потребовали глушения всех трубок с дефектами и подозрениями на дефекты. Кроме этого, часть трубок была задействована в программе испытаний и по американским правилам также подлежала глушению.
В итоге, на втором блоке было заглушено 510 ТОТ, на третьем блоке — 807 ТОТ. Всего в каждом из парогенераторов содержится по 9727 ТОТ.
Причины ускоренного выхода трубок из строя назывались различные. Одно из предположений оказалось скандальным — фреттинг типа труба об трубу (tube to tube).
Иными словами, теплообменные трубки парогенераторов под действием проходящего через них потока изгибались или смещались со своих позиций, касаясь при этом соседних трубок. Трубки тёрлись друг об друга и, естественно, протирались в местах контакта.
Подобное явление должно быть полностью исключено конструкцией парогенераторов. Фреттинг труба об трубу для парогенераторной науки — нечто аналогичное реактивностной аварии для физики реакторов. Тем не менее, на АЭС «Сан-Онофре» возникли подозрения именно на такой путь образования дефектов ТОТ.
Тщательная проверка по всем американским станциям выявила, что калифорнийский случай не одинок. В докладе EPRI, представленном в феврале 2012 года, содержится краткая выписка из базы данных по деградации парогенераторов — фреттинг типа труба об трубу был выявлен ещё на двух блоках в США.
Названия блоков с подобным фреттингом в докладе не приводятся. Но из других источников известно — это блоки TMI-1 и «Arkansas One-1». Интересно отметить, что фреттинг возник на трубках из сплава 690TT — то есть, на новых парогенераторах, изготовленных на замену старым высоконикелевым.
Оба блока АЭС «Сан-Онофре» были остановлены для разбирательства. Буквально сразу выяснилось — владельцы станции при замене ПГ занимались «оптимизацией» технологических и юридических процессов, чтобы сэкономить время и деньги.
Наиболее серьёзной выглядела претензия к ЭО о выбранном способе обоснования замены парогенераторов.
При разработке проекта новых ПГ была использована так называемая опцияlike-to-like. В этом случае новое оборудование считается идентичным заменяемому, и объём обоснований и согласований в регулирующем органе резко сокращается.
На самом деле, принцип like-to-like на Сан-Онофре выполнен не был. В исходных парогенераторах имелось 9350 ТОТ, а в парогенераторах замены — 9727. Разработчики проекта определили это изменение как «незначительное» и не нарушающее принципа подобности.
Данное изменение оказалось не единственным. Толщина стенок ТОТ в новых ПГ была выбрана 0,043 дюйма, или на 10,4% меньше толщины стенок ТОТ исходных ПГ. Сплав 600 был заменён на сплав 690. Конструкция трубок сменилась с U-образной на комбинацию U-образной и с двумя поворотами на 90°. Изменился также способ крепления антивибрационных устройств.
Кстати, профессиональных разработчиков парогенераторов к модифицированию проекта не привлекали. Эксплуатирующая организация и заводчане решили, что справятся с задачей собственными силами.
Игра с правилами при проектировании достойна осуждения, но вряд ли может дать ответ на вопрос — почему случаи фреттинга типа труба об трубу были выявлены ещё на двух американских блоках?
Выдвинуть претензии к заводу-изготовителю, на первый взгляд, не получится. Хотя бы потому, что во всех трёх случаях изготовители разные — это компании из Японии (MHI), Франции и Канады. Таким образом, объяснить появление tube-to-tube явным заводским браком нельзя.
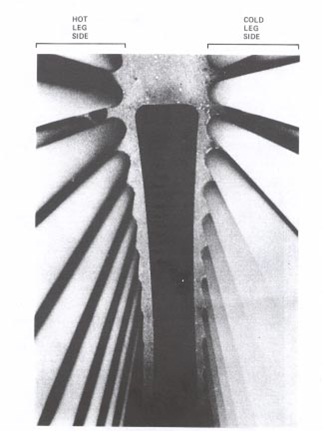
Есть интересная гипотеза, согласно которой причина кроется в эффекте «hour-glassing», или эффекте песочных часов. С этим эффектом американцы и их западные коллеги сталкивались в романтический период развития атомной энергетики — в 60-70-ые годы.
Эффект песочных часов был типичен для парогенераторов западных проектов и возникал вследствие желания заводских технологов облегчить способы изготовления теплообменных трубок. Он проявлялся в зоне ответственности заводчан, но при этом не считался браком — по крайней мере, до тех пор, пока эксплуатация не определила связь между эффектом и возникновением контакта трубок друг с другом.
Если гипотеза о роли эффекта песочных часов в событиях на АЭС «Сан-Онофре» и фреттинге tube-to-tube будет принята за основу, то это грозит обернуться нешуточным скандалом. Эффект песочных часов — типичное проявление детских болезней атомной энергетики США, считавшееся полностью устранённым к сегодняшнему дню. Его возрождение может говорить об утрате культуры производства и накопленного в прошлом веке опыта изготовления ядерного оборудования.
Проявление эффекта песочных часов
Предварительные итоги
История с заменой парогенераторов на АЭС «Сан-Онофре» ещё не завершена. Положение дел выглядит сейчас так.
Второй и третий блоки простаивают с января 2012 года. Эксплуатирующая организация добивается разрешения пустить второй блок на полгода с последующей остановкой на тщательное обследование оборудования. Регуляторы рассматривают подготовленные ЭО документы, на что уйдёт несколько месяцев.
О пуске третьего блока речь даже не заходит. В сентябре на нём началась выгрузка топлива. Под угрозу увольнения попало порядка 700 работников АЭС. Эксперты полагают, что блок может спасти только новая замена ПГ.
Расследование причин ускоренного выхода из строя ТОТ продолжается. У регуляторов есть список из почти 100 вопросов, ответов на которые пока нет. Даже отставка председателя NRC Грегори Яцко, занимавшего особенно жёсткие позиции в расследовании, не помогла станции — новый руководитель NRC Элисон Макфарлайн подтвердила, что блоки не вернутся к работе в течение «длительного периода».
Тему о вскрывшихся в ходе событий на АЭС «Сан-Онофре» детских болезнях атомной отрасли в Соединённых Штатах предпочитают вслух не затрагивать.
Читайте также: Инженерия в США: ни построить, ни подвезти